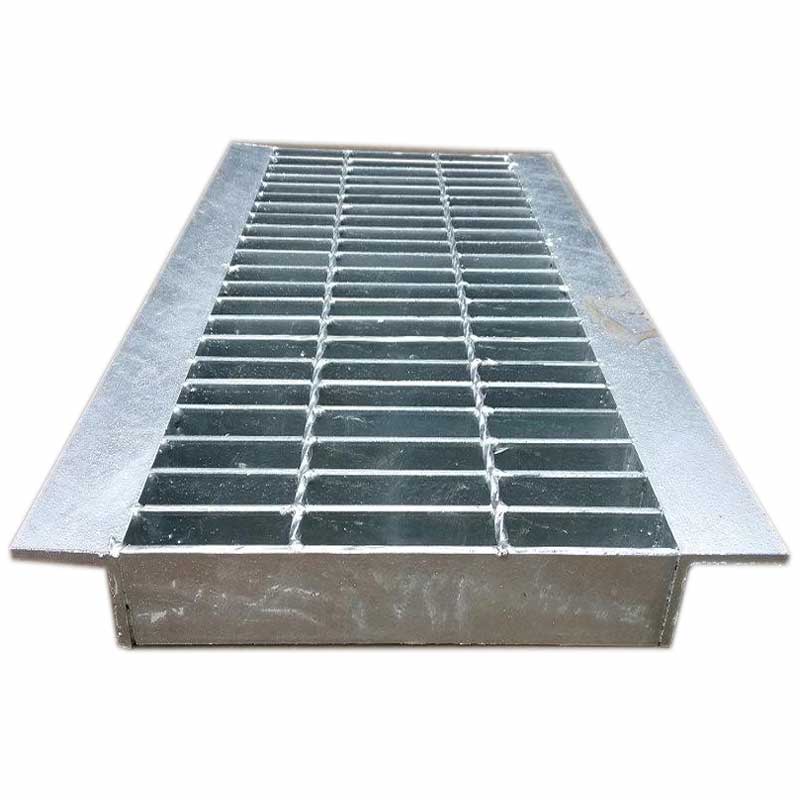
壓鎖鋼格柵鋼格板作為(wei) 一種重要的建築和工業(ye) 材料,其製造流程與(yu) 技術涉及多個(ge) 環節,以下是詳細的解析:

鋼材選擇:選用符合要求的優質鋼材,如碳素鋼、
不鏽鋼等,其材質需具備足夠的強度、韌性和耐腐蝕性,以滿足不同使用環境的需求。常見的扁鋼規格有多種,寬度一般在 20mm - 100mm 之間,厚度在 3mm - 10mm 左右,具體尺寸根據
鋼格板的設計要求和承載能力確定。
檢驗與預處理:對采購的鋼材進行質量檢驗,確保其化學成分、力學性能等指標符合標準。同時,對鋼材進行除鏽、除油等預處理,去除表麵的雜質和氧化物,提高鋼材的表麵質量和後續加工的附著力。
切割:將原材料扁鋼按照設計要求的長度進行切割。切割方式可以采用鋸切、剪切或激光切割等,其中激光切割精度高、切割麵光滑,但成本相對較高;鋸切和剪切適用於批量生產,成本較低,但切割精度和表麵質量可能略低於激光切割。切割後的扁鋼長度誤差應控製在一定範圍內,以保證後續組裝的精度。
開孔:對於需要與橫杆進行
壓鎖連接的扁鋼,在相應位置進行開孔。開孔的直徑和間距需要根據橫杆的尺寸和設計要求進行精確控製,確保扁鋼與橫杆能夠緊密配合。開孔可以采用衝孔或鑽孔等方式,衝孔效率高,但對模具的要求較高;鑽孔精度高,但加工速度相對較慢。

切割與整形:將橫杆材料按照設計要求的長度進行切割,並對切割後的橫杆進行整形,去除毛刺、銳邊等缺陷,保證橫杆的表麵質量和尺寸精度。
表麵處理:根據需要,對橫杆進行表麵處理,如
鍍鋅、塗漆等,以提高其耐腐蝕性和美觀度。
排列與定位:將加工好的扁鋼和橫杆按照設計要求的間距和排列方式進行排列和定位。在排列過程中,要確保扁鋼和橫杆的位置準確無誤,以便後續的
壓鎖操作。
壓鎖連接:采用專用的
壓鎖設備,將橫杆壓入扁鋼的開孔中,實現扁鋼和橫杆的緊密連接。
壓鎖過程中,要控製好
壓鎖力的大小和均勻性,確保連接牢固可靠。
壓鎖後的
鋼格板應進行檢查,確保橫杆與扁鋼之間的間隙符合要求,且
鋼格板的整體尺寸和形狀符合設計標準。
焊接:對於一些需要加強連接或固定的部位,如
鋼格板的邊緣、拚接處等,可以進行焊接處理。焊接采用電弧焊、氣體保護焊等方式,焊接時要注意控製焊接電流、電壓和焊接速度,保證焊接質量。
包邊:為了提高
鋼格板的邊緣強度和美觀度,對
鋼格板的邊緣進行包邊處理。包邊材料可以采用與扁鋼相同的材質,通過焊接或
壓鎖的方式與
鋼格板的邊緣連接。
除鏽:對
鋼格板進行除鏽處理,去除表麵的鐵鏽、油汙等雜質。除鏽方式可以采用噴砂、拋丸等,噴砂除鏽效果好,但粉塵汙染較大;拋丸除鏽效率高,且對環境的汙染相對較小。
鍍鋅或塗漆:根據使用環境和客戶要求,對
鋼格板進行
鍍鋅或塗漆處理。
鍍鋅可以采用熱
鍍鋅或冷
鍍鋅工藝,熱
鍍鋅的防腐性能好,使用壽命長,但成本較高;冷
鍍鋅的成本較低,但防腐性能相對較差。塗漆可以采用噴塗、刷塗等方式,選擇合適的防腐漆,提高
鋼格板的耐腐蝕性和美觀度。
外觀檢查:對
鋼格板的外觀進行檢查,包括表麵平整度、焊接質量、包邊質量等,確保
鋼格板的外觀符合要求,無明顯的缺陷和瑕疵。
尺寸測量:對
鋼格板的尺寸進行測量,包括長度、寬度、厚度、孔徑等,確保
鋼格板的尺寸誤差在允許範圍內。
承載能力測試:對
鋼格板的承載能力進行測試,根據設計要求加載相應的荷載,檢查
鋼格板的變形情況和承載能力是否符合要求。
包裝:對檢驗合格的
鋼格板進行包裝,包裝方式可以采用捆紮、裝箱等。包裝時要注意保護
鋼格板的表麵,避免在運輸過程中受到損壞。
運輸:選擇合適的運輸方式和運輸工具,將
鋼格板運輸到客戶指定的地點。在運輸過程中,要注意防止
鋼格板的碰撞、擠壓和受潮,確保
鋼格板的質量不受影響。